

TOYOTA PRODUCTION SYSTEMS (TPS)
Định nghĩa
Hệ thống sản xuất Toyota (TPS) là triết lý và chiến lược quản lý từ quan điểm sản xuất tinh gọn (Lean). Theo TPS, mọi hành động của một thành viên trong nhóm nên tăng thêm giá trị cho quy trình sản xuất và giúp tăng năng suất tổng thể. Giao tiếp (Communication) và quản lý kĩ thuật trực quan (Visual management) chính là 2 giá trị cốt lõi của TPS.
Mục tiêu TPS
- Giảm chi phí bằng cách loại bỏ những lãng phí
- Tăng khả năng bảo quản chất lượng tốt.
- Dựa trên tinh thần nhóm và tôn trọng giữa mỗi thành viên, tạo ra nơi làm việc có thể phát huy tiềm năng.
- Xây dựng một hệ thống sản xuất tinh gọn có khả năng đáp ứng ngay lập tức với những thay đổi trên thị trường.
Nguyên lý hoạt động của TPS
“Giá bán – Chi phí = Lợi nhuận”
Để tăng lợi nhuận thì TPS sẽ để giá bán sẽ được xác định bởi thị trường và giảm chi phí (yếu tố bị chi phối bởi phương pháp quản lý Chuỗi cung ứng và sản xuất). TPS hoạt động dựa trên việc loại bỏ hoàn toàn những lãng phí trong tất cả các khía cạnh của sản xuất để theo đuổi phương pháp sản xuất tinh gọn nhất:
- Lãng phí do chỉnh sửa thiết bị (Correction)
- Lãng phí do vận chuyển (Transportation)
- Lãng phí do chờ đợi (Waiting)
- Lãng phí do tồn kho (Inventory)
- Lãng phí do thao tác (Motion)
- Lãng phí do gia công thừa (Over-processing)
- Lãng phí do sản xuất thừa (Over-production)
5 trụ cột của TPS
- Standardization
- Just in Time
- Lean Kaizen
- Jidoka / Autonomation
- Total Productive Maintenance
1/ STANDARDIZATION: CHUẨN HÓA
Định nghĩa
Standardization là các quy trình và hướng dẫn sản xuất được quy định và truyền đạt hết sức chi tiết. Điều đó giúp tránh sự thiếu nhất quán và giả định sai về cách thức thực hiện một công việc.
Bảng tổng hợp công việc được tiêu chuẩn hóa về vật liệu, công nhân và máy móc là yếu tố quan trọng của Toyota Production System để sản xuất hiệu quả. Sử dụng biểu đồ hoạt động tiêu chuẩn cũng hiệu quả hơn so với việc sử dụng người giám sát dạy từ kinh nghiệm cá nhân.
Mục tiêu
Mục tiêu của chuẩn hóa là thống nhất các hoạt động sản xuất, chỉ trừ trường hợp quy trình sản xuất được điều chỉnh do nhu cầu mới phát sinh. Mức độ chuẩn hóa cao về quy trình cũng giúp các công ty mở rộng sản xuất dễ dàng hơn, tránh tđược những gián đoạn có thể gặp phải do thiếu các quy trình được chuẩn hóa. Chuẩn hóa sẽ tối đa hiệu quả, tối thiểu hóa lãng phí bằng cách kiểm soát 3 yếu tố sau:
- Takt time: thời gian cần thiết để 1 công việc được hoàn thành
- Trình tự công việc: Thứ tự từng bước công việc
- Tiêu chuẩn xử lý hàng tồn: Thiết lập trình tự công việc cho từng quy trình để đạt được thời gian lý tưởng và số lượng hàng hóa trong quy trình chuẩn.
Cách thiết lập tiêu chuẩn
- Thu thập dữ liệu để tìm chuỗi công việc hiệu quả nhất.
- Thực hành trình tự lên đến 10 lần. Nếu nhân viên có thể lặp lại chính xác và nhất quán, thì đó là một chuỗi khả thi.
- Tạo một tiêu chuẩn công việc để giúp nhân viên lặp lại trình tự công việc tối ưu.
Chú ý
Tiêu chuẩn hóa không có nghĩa là hoàn hảo. Nếu các tiêu chuẩn và quy định chi tiết được tạo nên bởi những người không hiểu hoặc không cố gắng biết nơi làm việc, bỏ qua mong muốn của người phải thực hiện công việc thì Tiêu chuẩn hóa không có tác dụng.
Luôn có những nhân viên cấp cao và kỹ thuật viên thích đưa càng nhiều quy định càng tốt, làm cho mọi thứ không thoải mái cho nơi làm việc với bộ quy định rườm rà. Khi tiêu chuẩn hóa công việc không phù hợp với các mục tiêu của tổ chức thì công việc trở nên khó khăn hơn, cản trở hiệu quả và phớt lờ nhân công của họ.
2/ Chiến lược Just-In-Time (JIT)
Định nghĩa
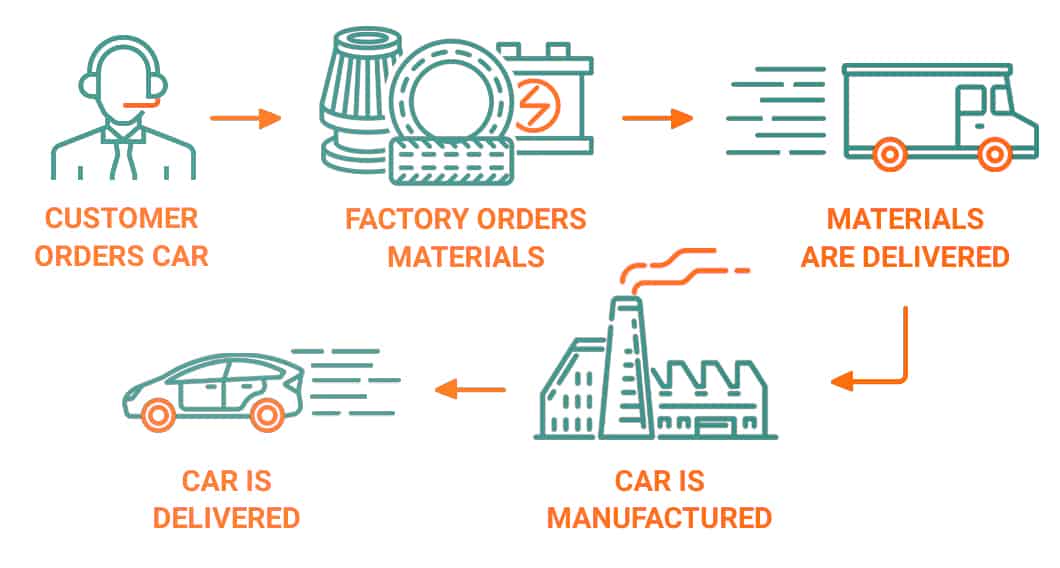
Just In Time là việc sản xuất “đúng sản phẩm với đúng số lượng tại đúng nơi vào đúng thời điểm” nhằm mục tiêu “tồn kho bằng không, thời gian chờ đợi bằng không, chi phí phát sinh bằng không”.
Về mặt lý thuyết, bất kỳ doanh nghiệp nào thực hiện thành công mô hình này sẽ giành được lợi thế cạnh tranh so với đối thủ bởi vì sự luân chuyển vốn hiệu quả hơn do có nhiều tiền mặt để đầu tư Marketing và các dự án khác.
Nguyên lý
- Xử lý dòng chảy sản phẩm liên tục
- Takt time dựa trên số lượng cần thiết
- Hệ thống kéo (luồng sản xuất trong nhà máy được điều tiết bởi yêu cầu từ công đoạn cuối quy trình)
Để sản xuất hiệu quả các sản phẩm với khối lượng lớn, cần có một kế hoạch phức tạp và chính xác cho việc mua hàng và tiến hành sản xuất.
Mục tiêu
- Giảm thiểu các những hoạt động không gia tăng giá trị và không di chuyển hàng tồn trong khu vực dây chuyền sản xuất
- Thời gian sản xuất nhanh hơn
- Thời gian giao hàng ngắn hơn
- Sử dụng thiết bị hiệu quả hơn
- Yêu cầu không gian nhỏ hơn
- Tỷ lệ sai lỗi sản phẩm thấp hơn
- Chi phí thấp hơn và lợi nhuận cao hơn.
Chú ý
Để hệ thống JIT hoạt động có hiệu quả, dự báo nhu cầu phải cực kỳ chính xác. Ngoài ra, công ty phải có sự phối hợp chặt chẽ với các nhà cung cấp để đảm bảo hàng hóa được đặt hàng theo mô hình JIT theo sát nhu cầu của công ty… Khi không có dự báo chính xác và không có những nhà cung cấp đáng tin cậy sẽ dẫn đến Back Order – đơn hàng của khách hàng không thể giao do thiếu lượng hàng dự trữ.
Các vấn đề về thời tiết xấu hoặc tai nạn giao thông cũng sẽ làm việc đặt hàng JIT trở nên khó khăn. Giá nguyên liệu cũng là một trong những lí do có thể khiến đặt hàng theo mô hình JIT nhìn chung đắt hơn các hình thức thông thường.
Nếu giá nhiên liệu tăng, chi phí của việc vận chuyển hàng hóa liên tục sẽ làm giảm lợi nhuận. Ngoài ra, các đơn đặt hàng với số lượng lớn, đột biến của khách hàng cũng sẽ làm gián đoạn hệ thống JIT.
3/ KAIZEN
Định nghĩa
Kaizen – “Thay đổi để phát triển” hay còn được gọi là” Liên tục cải thiện” chính là mindset của hệ thống này, thay vì được xem là 1 công cụ thuần túy.
Kaizen sử dụng sự sáng tạo và sự khéo léo của từng cá nhân để xác định các vấn đề và phát triển các ý tưởng để giải quyết các vấn đề đó. Mỗi nhân viên dự kiến sẽ đưa ra (và cách thực hiện) 3 đến 5 cải tiến ý tưởng mỗi tháng.
Những ý tưởng và cải tiến này đến từ mọi lĩnh vực của công ty: từ nhà cung cấp cho đến đội xe giao hàng, người dọn dẹp và cả CEO. Mọi lĩnh vực và quy trình đòi hỏi phải liên tục cải để tối ưu hóa chi phí, nâng cao chất lượng và sản xuất sản phẩm và dịch vụ nhanh hơn và duy trì hoạt động kinh doanh.
Mục tiêu
Ngoài mục tiêu rõ ràng của việc cải thiện các quy trình chung, văn hóa Kaizen tạo ra đội ngũ làm việc và chịu trách nhiệm về các lĩnh vực của họ để có thể cải thiện trải nghiệm làm việc cho mọi thứ hiệu quả hơn và tiết kiệm tiền cho công ty.

Phương pháp này sẽ giúp xác định và triệt tiêu 3 yếu tố trong quá trình vận hành:
- Muda (lãng phí);
- Mura (không nhất quán)
- Muri (quá tải)
Công ty sẽ khai thác ý tưởng và sự sáng tạo của nhóm để tìm ra những cách cải tiến không tốn kém; những ý tưởng tốn nhiều tiền đầu tư vào công nghệ mới hoặc nhiều máy móc hơn thường bị xem là thiếu sáng tạo và không nhìn ra gốc rễ vấn đề. Với Kaizen, công ty sẽ không chi tiền hoặc thêm nhân sự, các quy trình mới hoặc nhiều lãng phí vào một quy trình.
Cách thức quản lý
Trong Toyota, giám sát viên và quản lý trực tuyến xem xét và phê duyệt tất cả các đề xuất cải tiến mà nhân viên đưa ra, họ có quyền thực hiện hầu hết các thay đổi mà không cần tìm kiếm thẩm quyền cao hơn. Kiểm soát chất lượng xoay vòng (quality circle) và việc tự định hướng là một cách hiệu quả khác để thúc đẩy kaizen.
Các đội được tạo thành từ những người làm việc trong một khu vực cụ thể, thường được lãnh đạo bởi người giám sát khu vực hoặc trưởng nhóm và được hỗ trợ bởi người quản lý của khu vực. Vai trò trưởng nhóm là rất quan trọng và họ cần được đào tạo đáng kể về kỹ thuật giải quyết và phân tích vấn đề để giúp nhóm giải quyết vấn đề và cải thiện.
Quản lý cấp cao hơn xem xét những thay đổi này và cũng chấp thuận những thay đổi mang tính toàn diện. Nếu bất cứ ai muốn từ chối một cải tiến, họ cần đưa ra lý do. Trừ khi ban quản lý đã được nhìn thấy kết quả từ cải tiến thì các ý tưởng sẽ không còn cần tới nữa.
Quy trình Kaizen
- Đặt mục tiêu và cung cấp bất kỳ nền tảng hỗ trợ cần thiết.
- Xem tình trạng hiện tại và phát triển một kế hoạch cải tiến.
- Thực hiện cải tiến.
- Xem lại và sửa những gì không hoạt động.
- Báo cáo kết quả và xác định mục tiếp theo.
Loại chu trình này thường được gọi là PDCA. PDCA mang đến một cách tiếp cận khoa học để cải thiện công việc: Plan (phát triển một giả thuyết), Do (chạy thử nghiệm), Check (đánh giá kết quả), Act (điều chỉnh thử nghiệm) và sau đó bắt đầu một chu kỳ mới.
Chú ý
- Kaizen không cần đánh nặng vào nhiều hình thức và trình tự phê duyệt nếu những thay đổi chỉ tác động đến khu vực cần thiết trước mắt, các đội ngũ nên xin thẩm quyền từ trước và thực hiện chúng.
- Phân biệt Kaizen – cách tiếp cận mang tính cải tiến liên tục và Lean – phương pháp với xuất phát từ lĩnh vực sản xuất, tập trung vào 1 loại số liệu rất cụ thể. Lean là một phần quan trọng cho sự thành công của Mô hình Henry Ford. Mục tiêu chính của phương pháp này là hiệu quả trên toàn hệ thống (luồng giá trị).
4/ JIDOKA / AUTONOMATION
Định nghĩa
Jidoka hay Autonomation không chỉ đơn giản là Automation – Tự động hóa mà Jidoka mang ý nghĩa lớn hơn, đó là “‘Tự động hóa với hỗ trợ của con người”.
Nguyên lý
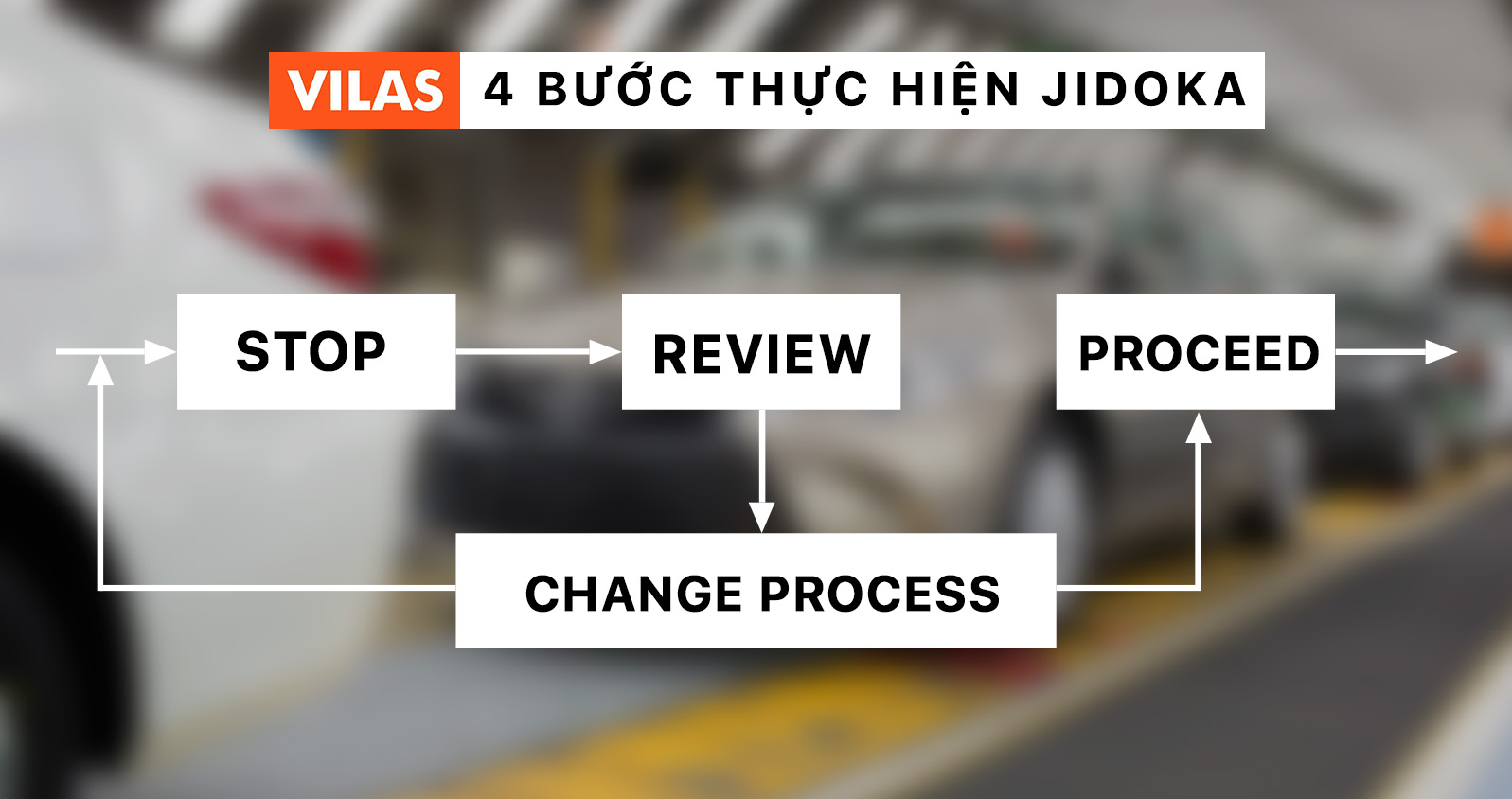
Jidoka tự động phát hiện các vấn đề hoặc khiếm khuyết ở giai đoạn đầu và chỉ tiến hành sản xuất sau khi giải quyết vấn đề tại nguyên nhân gốc rễ của nó. Điều này có nghĩa, các máy móc và hoạt động sẽ tự động dừng lại mà không có sự can thiệp hay giám sát của con người, một khi phát hiện ra vấn đề hoặc phát hiện ra lỗi.
Ban đầu, khái niệm này lần đầu tiên được sử dụng vào năm 1896 bởi Saichi Toyoda với chiếc máy dệt có thể tự động dừng lại khi gặp một sợi tơ bị lỗi. Thời gian, chất lượng & chi phí đồng loạt được tối ưu với phương pháp này.
Mục tiêu
- Bằng cách triển khai Jidoka, sự can thiệp và giám sát của con người để phát hiện và xác định các đơn vị hoặc khiếm khuyết được giảm đáng kể.
- Quá trình sản xuất dừng lại khi 1 máy phát hiện ra 1 sản phẩm xấu và chỉ tiếp tục lại sau khi khắc phục nguyên nhân gốc rễ của vấn đề. Điều này giúp cải thiện chất lượng sản phẩm ngay lập tức và cũng cải thiện hiệu quả của hệ thống sản xuất.
- Các vấn đề và khiếm khuyết được xác định và giải quyết ngay lập tức thay vì tích lũy cho đến khi kết thúc dây chuyền sản xuất. Điều này giúp tiết kiệm một lượng lớn công việc làm lại, thời gian kiểm tra, thời gian và công sức của người lao động và giúp giao hàng sớm, lần lượt tuân thủ thời gian chu kỳ.
- Sửa chữa và ngăn ngừa lỗi trong chính chu kỳ sản xuất, hạn chế các đơn vị bị lỗi tiếp cận khách hàng
Cách thức thực hiện
- Bước đầu tiên của Jidoka là phát hiện sự bất thường, do đó, để tự chủ, máy sử dụng các cảm biến đơn giản để phát hiện sự cố và làm nổi bật các sự cố cho người vận hành. Sau đó người vận hành phát hiện sự bất thường và dừng dòng sản phẩm và làm nổi bật vấn đề đó cho tất cả mọi người nhìn thấy trên bảng andon.
- 4 bước này có thể được áp dụng theo nhiều cách khác nhau tùy thuộc vào ngành và có thể đóng vai trò là nền tảng vững chắc để đạt được sự cải tiến liên tục của quy trình.
- Bất kỳ ai trong tổ chức đều có thể dừng quy trình làm việc ngay khi họ nhận thấy vấn đề gây tổn hại đến chất lượng sản phẩm.
5/ TOTAL PRODUCTIVE MAINTENANCE
Định nghĩa
Total Productive Maintenance (TPM) là phân công công việc bảo dưỡng cơ bản thiết bị bao gồm kiểm tra, vệ sinh, bôi trơn, cân chỉnh cho công nhân sản xuất là người vận hành thiết bị. TPM phân rõ trách nhiệm để công nhân chủ động và có trách nhiệm trong việc xác định, giám sát và khắc phục nguyên nhân gây ra sự cố đứng máy không cần thiết.
Bằng cách phân công trách nhiệm cho các nhân viên vận hành máy, công tác bảo trì và thời gian dừng máy được giảm thiểu. Việc này cũng đòi hỏi nhân viên vận hành máy thường xuyên cập nhật cho nhóm bảo trì biết về tình trạng của thiết bị để các vấn đề kỹ thuật tiềm tàng sớm được phát hiện và ngăn ngừa.
Trong TPM, tổ bảo trì chịu trách nhiệm cho các hoạt động tăng giá trị nhiều hơn như là cải thiện, đại tu và cải tiến hiệu năng thiết bị, sửa chữa hư hỏng và huấn luyện kỹ thuật cho nhân viên điều hành.
Trong Hệ thống sản xuất Toyota, nhân viên bảo trì có chức năng như bác sĩ của nhà máy. Họ là một nguồn lực quan trọng cho công ty. Họ chẩn đoán, sửa chữa và chữa bệnh nhưng họ cũng thực hành y tế dự phòng. Họ chấm dứt bệnh tật trước khi chúng xảy ra.
Nguyên lý
Cách tiếp cận truyền thống về TPM được phát triển vào những năm 1960 và bao gồm: 5S là nền tảng và 8 hoạt động hỗ trợ (đôi khi được gọi là trụ cột).
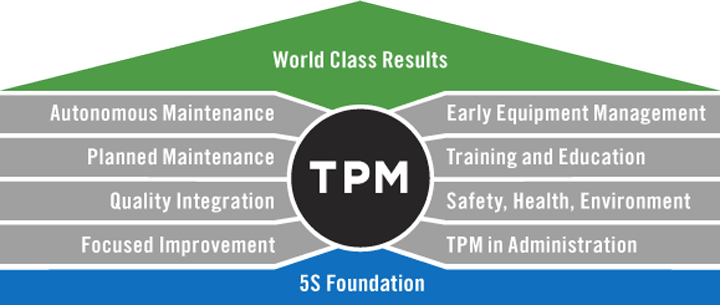
a) Nền tảng 5S
5S là một hệ thống để giảm lãng phí và tối ưu hóa năng suất thông qua việc duy trì một nơi làm việc có trật tự bằng cách sử dụng các tín hiệu trực quan để đạt được kết quả hoạt động ổn định hơn. Các yếu tố cấu thành 5S:
- Sort – Sàn lọc các yếu tố dư thừa trong khu vực làm việc
- Set-in-order – Sắp xếp các vật phẩm
- Shine – Dọn sạch khu vực làm việc
- Standardize – Tiêu chuẩn hóa quy trình thực hiện 3S trên
- Sustain – Đảm bảo các tiêu chuẩn được áp dụng đúng và đầy đủ
b) 8 trụ cột
8 trụ cột của TPM hầu hết đều là những phương thức chủ động, mang tính phòng ngừa để cải thiện độ tin cậy của thiết bị.
Trụ cột |
Định nghĩa |
Lợi ích |
Bảo trì tự động (Autonomous Maintenance) |
Trách nhiệm bảo trì thường xuyên, chẳng hạn như làm sạch, bôi trơn và kiểm tra, thuộc nhiệm vụ của các nhà vận hành. |
|
Bảo trì định kỳ (Planned Maintenance) |
Lập kế hoạch nhiệm vụ bảo trì dựa trên tỷ lệ thất bại dự đoán và / hoặc đo lường. |
|
Bảo trì chất lượng (Quality Maintenance) |
Thiết kế phát hiện lỗi và phòng ngừa vào quá trình sản xuất. |
|
Cải thiện tập trung (Focused Improvement) |
Lập các nhóm nhỏ nhân viên làm việc cùng nhau một cách chủ động để đạt được những cải tiến thường xuyên, gia tăng trong vận hành thiết bị. |
|
Quản lý thiết bị trong giai đoạn đầu (Early Equipment Management) |
Những kiến thức thực tế và hiểu biết về thiết bị sản xuất có được thông qua TPM theo hướng cải tiến thiết kế thiết bị mới. |
|
Đào tạo và giáo dục (Training and Education) |
Duy trì môi trường làm việc an toàn và lành mạnh |
|
TPM trong hành chính |
Áp dụng các kỹ thuật TPM cho các chức năng hành chính. |
|
KẾT LUẬN
Lean Production cung cấp các hướng dẫn chung để cải thiện bất kỳ sản xuất hoặc dịch vụ nào về năng suất và khả năng mở rộng của doanh nghiệp, dù lĩnh vực và điều kiện của họ là gì đi nữa.
Việc áp dụng Lean production mang lại những lợi ích cụ thể cho doanh nghiệp như giảm chu kỳ sản xuất (giảm thời gian chờ đợi giữa các công đoạn), giảm tồn kho.
Tăng năng suất lao động do hạn chế tối đa việc thực hiện các thao tác không cần thiết, giảm thời gian chờ đợi giữa các khâu, dòng chảy sản phẩm liên tục.
Sử dụng thiết bị và mặt bằng hiệu quả, tính linh động (có khả năng sản xuất nhiều loại sản phẩm khác nhau một cách linh động hơn, chuyển đổi sản phẩm nhanh, thay đổi sản xuất nhanh), tăng sản lượng doanh nghiệp. Những lợi ích này đã khiến Toyota trở thành một trong những đế chế ô tô lớn nhất toàn cầu.
Theo process-improvement-japan.com, blog.gotopac.com, leanproduction.com & lean.org


Xem thêm các Chương trình đào tạo về Chuỗi cung ứng






